
全国服务热线:
15666770917
全国服务热线:
15666770917


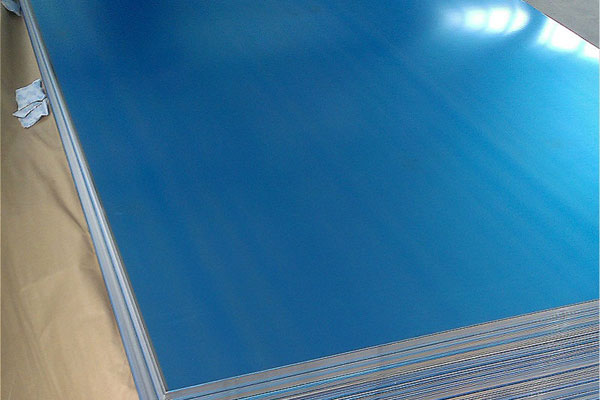
在拉丝的过程当中,需要经由过程人工利用砂纸停止刮丝处理,这种反复刮丝的过程是在生产加工环节必不可少的重要步调,各人不克不及忘记。其次就是在皮膜的处理过程当中,要想让拉丝处理过后愈加富有光芒,看起来愈加雅观,皮膜技术是在加工领域生产的症结。要细心认真,不克不及马虎,如许的细心担任的工作态度对拉丝铝板的每一个部位做到细节上的处理,如许才会让细丝到达浓密光亮。拉丝铝板当初无论是在生产加工领域仍是在电子产品配件当中都有很好的应用,要想将拉丝铝板做好,拉丝这门工艺还是异样重要的。
冷却时会出现弯曲现象,原因为:一般风冷的条件下,铝卷的各个部位与空气接触的换热系数均持平,但因为壁厚或形状不一样,各部位的散热速度不均衡,造成厚壁部或空心管的散热速度比薄壁部慢,最终造成它在冷却时会出现向空心部位或壁厚较厚的部位曲折的现象。1、薄壁部分温度下降快,先产生收缩力,厚壁部分或空心管部分温度下降慢,几乎没有收缩力;2、薄壁部分截面积较小,产生的收缩力较小,或被牵引机牵引力消除;4、厚壁部分或空心管部分截面积较大,随着温度下降逐渐产生较大收缩力,薄壁部分温度已大幅下降,不再产生收缩力或收缩力较小;

造中比拟重要的工序,涂装品德的优劣,直接影响了铝板的装饰后果。造成铝板涂装优劣的要素重要有四点,上面就让我们铝板厂家来带大家懂得一下这方面的内容吧。对这方面感兴致的友人一定不克不及错过。涂装工艺对涂装的品德关联亲密,请求对涂装辊、提漆辊、计量辊和基材绝对线速比率控制在一定的范围内。要根据差别的体系和涂装产物的膜厚,对涂料设定一定的粘度范围,保障涂装顺利停止,增进产物品德的进步。涂料的固化工艺,烘箱控制必须按请求控制,不得任意变更,不然将严重影响涂装产物的色差和性能
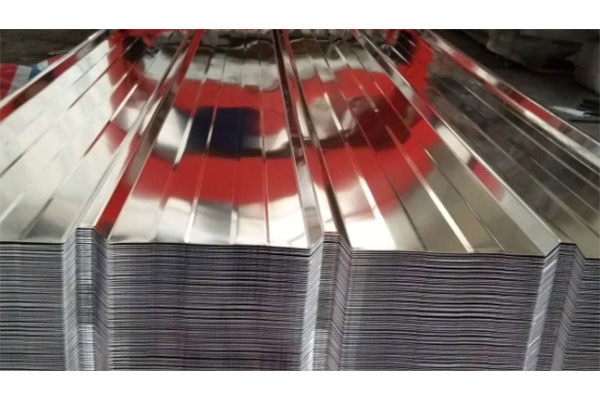
国内铸造设备水平,同样相差很远,国内最老的铸造设备有40年代水平的铁模铸造,先进的有液压半连续铸造。铁模铸造铸棒结晶组织很差,波浪铝板并在铸棒中有大量夹渣和气泡,铸棒质量很差,现在一般工厂用的比较普遍的是,水平铸造(又称连续铸造)和半连续铸造,半连续铸造大部分钢丝绳传动,最好的液压传动。半连续铸造棒的长度不等,一般为3米、4米直到8米。半连续铸造是地坑式,一边铸造一边下降,四周用冷水四面冷却,波浪铝板厂家由于水冷四周均匀,铸棒结晶组织均匀细密。但钢丝绳向下传动,不如液压传动平稳,液压铸造的铸棒表面比其它铸棒表面均光滑。铸棒表面光滑是挤压好型材的先决条件之一。用其它方法铸出铸棒表面比较粗糙,为了保证型材质量,有时对铸棒先车一刀,车去铸棒粗糙的外表。



热门关键词:铝板,铝卷,铝圆片、铝箔、铝瓦,铝带,铝杆,铝棒,铝线,铝粒,铝管,铝方通

