
全国服务热线:
15666770917
全国服务热线:
15666770917

1、铝和铝合金板带材以热轧状态、退火状态、各种级别的软态和各种热处理状态供应铝板。2、热轧前准备 主要包括铸锭质量检查、均热、锯切、铣面、包铝和加热等。3、半连续铸造时冷却速度很高,固相中的扩散过程困难,波浪铝板铸锭内部易形成化学成分和组织不均,如晶内偏析等,使塑性降低。4、铸锭表面有偏析浮出物、夹渣、结疤和裂纹等缺陷时,波浪铝板厂家应进行铣面(见有色金属合金锭坯铣面),这是保证成品良好表面质量的一个重要因素。5、热轧:铝合金铸锭的热轧是为冷轧提供坯料,或直接生产热轧状态的厚板。6、热轧工艺制度包括道次压下率、轧制温度、轧制速度以及润滑冷却等。
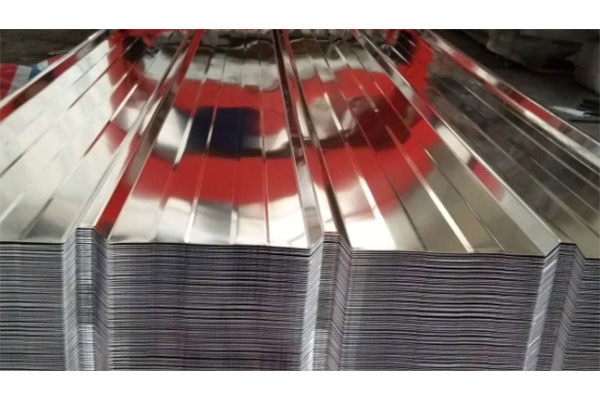
一看加工。正规大厂生产的花纹铝板,用料讲究,板面光亮亮堂,花纹清晰整齐,铝板平坦,名义无油污、划伤、折伤等缺点;而小厂生产的花纹铝板,用废铝做材料,名义阴暗无光,花纹不清晰、不整齐,板面不平整,性能不达标,品德差。二看厚度。优质花纹铝板所选的板材,其厚度、强度、氧化膜厚度等都应该相符国度标准:铝板厚度≥1.2mm,抗拉强度≥157牛/平方毫米,屈服强度≥108牛/平方毫米,氧化膜厚度≥10微米。假如达不到标准,便是劣质花纹铝板。

国内铸造设备水平,同样相差很远,国内最老的铸造设备有40年代水平的铁模铸造,先进的有液压半连续铸造。铁模铸造铸棒结晶组织很差,并在铸棒中有大量夹渣和气泡,铸棒质量很差,现在一般工厂用的比较普遍的是,水平铸造(又称连续铸造)和半连续铸造,半连续铸造大部分钢丝绳传动,最好的液压传动。半连续铸造棒的长度不等,一般为3米、4米直到8米。半连续铸造是地坑式,一边铸造一边下降,四周用冷水四面冷却,由于水冷四周均匀,铸棒结晶组织均匀细密。但钢丝绳向下传动,不如液压传动平稳,液压铸造的铸棒表面比其它铸棒表面均光滑。铸棒表面光滑是挤压好型材的先决条件之一。用其它方法铸出铸棒表面比较粗糙,为了保证型材质量,有时对铸棒先车一刀,车去铸棒粗糙的外表。

划伤是质量问题的常客:划伤、擦伤、碰伤是铝板表面呈现的断续或连续的.单条沟状伤痕。一般是尖锐物与箔材表面接触后相对滑动时产生的。产生的主要原因:轧辊、导辊表面有尖状缺陷,或粘有硬杂物;剪切、合卷、分切的机械导辊、导路有尖状缺陷或枯有杂物。擦伤:由于物体间棱与面,或面与面接触后发生相对滑动或错动而在箱材表面造成的成束(或组)分布的伤痕。

冷却时会出现弯曲现象,原因为:一般风冷的条件下,铝卷的各个部位与空气接触的换热系数均持平,但因为壁厚或形状不一样,各部位的散热速度不均衡,造成厚壁部或空心管的散热速度比薄壁部慢,最终造成它在冷却时会出现向空心部位或壁厚较厚的部位曲折的现象。1、薄壁部分温度下降快,先产生收缩力,厚壁部分或空心管部分温度下降慢,几乎没有收缩力;2、薄壁部分截面积较小,产生的收缩力较小,或被牵引机牵引力消除;4、厚壁部分或空心管部分截面积较大,随着温度下降逐渐产生较大收缩力,薄壁部分温度已大幅下降,不再产生收缩力或收缩力较小;

1、是要看看合金铝板是否有显着的歪曲,外表是否润滑平坦,有没有裂纹或许气势,划痕,毛刺的当地,如果发现有的话最好不要购买。2、是要仔细查看合金铝板外表色彩是否有深浅不同的色差,有色差即阐明质量不过关。当然也能够把也相同类型的型材放在一起来进行比较,当然色差如果太显着最好不要选购。要查看合金铝板的断面厚度是否与和标示的类型一样。



热门关键词:铝板,铝卷,铝圆片、铝箔、铝瓦,铝带,铝杆,铝棒,铝线,铝粒,铝管,铝方通

