
全国服务热线:
15666770917
全国服务热线:
15666770917


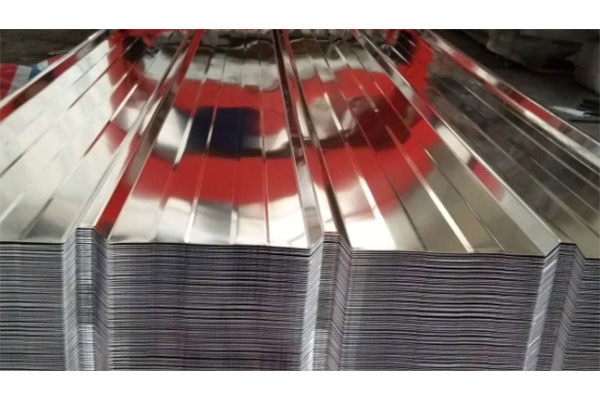
铝板在建筑行业运用特别的广泛,特别是装修建材丶幕墙铝板丶天花吊顶丶铝扣板。所以对铝板的雅观愈加高。所以当初更多建筑商更在意铝板的名义雅观处理。这种就是运用到的进步的科学技术了,此型材产品品质优良,但本钱较高。它占有20多种色彩,其最大特色是可根据需要象印花布一样套色,铝板名义色彩缤纷,装饰效果极佳。经过这种处理的铝板品质优良,虽然说本钱较高,然而一分钱一分货。最主要的是这种铝板还能够停止一系列的套色。

①在焊接加热过程中,不时地用蘸有焊粉的焊丝端头试探性地拨动加热处的外表,如感到带有黏性,并且凝结的焊丝能与焊缝金属熔合在一同,阐明曾经到达熔池构成的温度,即可停止焊接。②焊接薄小焊件可采用左焊法,以避免过热烧穿等。③火焰运动方式是做上下摆前移,焊丝一直处于熔池的前沿,并做细微的上下跳动,与火焰作用相反的动作。一次完成一条焊缝,必需中缀时,接头处应重合20~30mm.④铝合金应尽量防止多层焊,不然接头晶粒大,易产生气孔或裂纹,焊缝成形低劣。
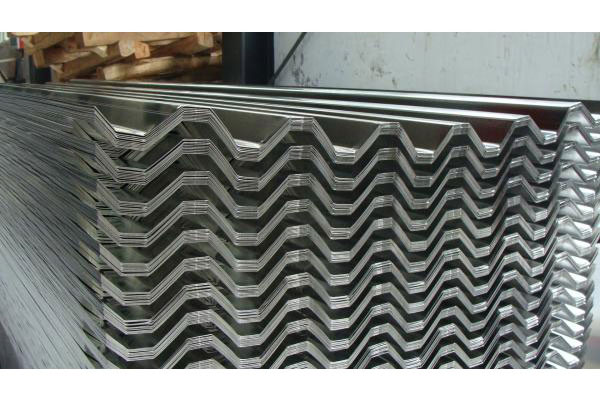
1、铝和铝合金板带材以热轧状态、退火状态、各种级别的软态和各种热处理状态供应铝板。2、热轧前准备 主要包括铸锭质量检查、均热、锯切、铣面、包铝和加热等。3、半连续铸造时冷却速度很高,固相中的扩散过程困难,铸锭内部易形成化学成分和组织不均,如晶内偏析等,使塑性降低。4、铸锭表面有偏析浮出物、夹渣、结疤和裂纹等缺陷时,应进行铣面(见有色金属合金锭坯铣面),这是保证成品良好表面质量的一个重要因素。5、热轧:铝合金铸锭的热轧是为冷轧提供坯料,或直接生产热轧状态的厚板。6、热轧工艺制度包括道次压下率、轧制温度、轧制速度以及润滑冷却等。

划伤是质量问题的常客:划伤、擦伤、碰伤是铝板表面呈现的断续或连续的.单条沟状伤痕。一般是尖锐物与箔材表面接触后相对滑动时产生的。产生的主要原因:轧辊、导辊表面有尖状缺陷,或粘有硬杂物;剪切、合卷、分切的机械导辊、导路有尖状缺陷或枯有杂物。擦伤:由于物体间棱与面,或面与面接触后发生相对滑动或错动而在箱材表面造成的成束(或组)分布的伤痕。
国内铸造设备水平,同样相差很远,国内最老的铸造设备有40年代水平的铁模铸造,先进的有液压半连续铸造。铁模铸造铸棒结晶组织很差,变压器铝带并在铸棒中有大量夹渣和气泡,铸棒质量很差,现在一般工厂用的比较普遍的是,水平铸造(又称连续铸造)和半连续铸造,半连续铸造大部分钢丝绳传动,最好的液压传动。半连续铸造棒的长度不等,一般为3米、4米直到8米。半连续铸造是地坑式,一边铸造一边下降,四周用冷水四面冷却,变压器铝带生产厂家由于水冷四周均匀,铸棒结晶组织均匀细密。但钢丝绳向下传动,不如液压传动平稳,液压铸造的铸棒表面比其它铸棒表面均光滑。铸棒表面光滑是挤压好型材的先决条件之一。用其它方法铸出铸棒表面比较粗糙,为了保证型材质量,有时对铸棒先车一刀,车去铸棒粗糙的外表。



热门关键词:铝板,铝卷,铝圆片、铝箔、铝瓦,铝带,铝杆,铝棒,铝线,铝粒,铝管,铝方通

